- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
n형 4H-SiC 결정의 전기저항 분포에 관한 연구
4H-SiC는 3세대 반도체 소재로 넓은 밴드갭, 높은 열전도도, 뛰어난 화학적, 열적 안정성으로 알려져 있어 고전력, 고주파 응용 분야에서 높은 가치를 지닌 소재입니다. 그러나 이러한 장치의 성능에 영향을 미치는 핵심 요소는 4H-SiC 결정 내의 전기 저항률 분포에 있으며, 특히 결정 성장 중에 균일한 저항률이 중요한 문제인 대형 결정의 경우 더욱 그렇습니다. 질소 도핑은 n형 4H-SiC의 저항률을 조정하는 데 사용되지만 복잡한 방사상 열 구배와 결정 성장 패턴으로 인해 저항률 분포가 고르지 않게 되는 경우가 많습니다.
실험은 어떻게 진행되었나요?
실험에서는 PVT(물리적 증기 수송) 방법을 활용하여 직경 150mm의 n형 4H-SiC 결정을 성장시켰습니다. 질소와 아르곤 가스의 혼합비를 조절하여 질소 도핑 농도를 조절하였다. 구체적인 실험 단계에는 다음이 포함됩니다.
결정 성장 온도를 2100°C~2300°C 사이로 유지하고 성장 압력을 2mbar로 유지합니다.
질소 가스의 부피 분율을 초기 9%에서 6%로 조정한 다음 실험 중에 다시 9%로 조정합니다.
저항률 측정 및 라만 분광학 분석을 위해 성장한 결정을 약 0.45mm 두께의 웨이퍼로 절단합니다.
저항률 분포를 더 잘 이해하기 위해 COMSOL 소프트웨어를 사용하여 결정 성장 중 열장을 시뮬레이션합니다.
연구에는 무엇이 포함되었나요?
이 연구에는 PVT 방법을 사용하여 직경 150mm의 n형 4H-SiC 결정을 성장시키고 다양한 성장 단계에서 저항률 분포를 측정 및 분석하는 작업이 포함되었습니다. 결과는 결정의 저항률이 방사형 열 구배와 결정 성장 메커니즘에 의해 영향을 받으며, 서로 다른 성장 단계에서 서로 다른 특성을 나타내는 것으로 나타났습니다.
결정 성장의 초기 단계에서는 어떤 일이 발생합니까?
결정 성장의 초기 단계에서 방사형 열 구배는 저항률 분포에 가장 큰 영향을 미칩니다. 저항률은 결정의 중앙 영역에서 더 낮고 가장자리로 갈수록 점차 증가합니다. 이는 더 큰 열 구배로 인해 중심에서 외곽으로 질소 도핑 농도가 감소하기 때문입니다. 이 단계의 질소 도핑은 주로 온도 구배의 영향을 받으며, 캐리어 농도 분포는 온도 변화에 따라 명확한 특성을 나타냅니다. 라만 분광학 측정을 통해 저항률 분포 결과에 따라 캐리어 농도가 중앙에서 더 높고 가장자리에서 더 낮다는 것을 확인했습니다.
결정 성장의 중간 단계에서는 어떤 변화가 발생합니까?
결정 성장이 진행됨에 따라 성장 면이 확장되고 방사형 열 구배가 감소합니다. 이 단계에서는 방사형 열 구배가 여전히 저항률 분포에 영향을 주지만 결정 면에 대한 나선형 성장 메커니즘의 영향이 분명해집니다. 비저항은 패싯 영역에 비해 패싯 영역에서 현저히 낮습니다. 웨이퍼 23의 라만 분광학 분석은 캐리어 농도가 패싯 영역에서 상당히 높다는 것을 보여주었으며, 이는 나선형 성장 메커니즘이 증가된 질소 도핑을 촉진하여 이들 영역에서 저항률이 낮아지는 것을 나타냅니다.
결정 성장 후기 단계의 특징은 무엇입니까?
결정 성장의 후기 단계에서는 패싯의 나선형 성장 메커니즘이 지배적이 되어 패싯 영역의 저항률이 더욱 감소하고 결정 중심과의 저항률 차이가 증가합니다. 웨이퍼(44)의 저항률 분포를 분석한 결과 패싯 영역의 저항률은 상당히 낮으며 이는 이 영역에서 더 높은 질소 도핑에 해당하는 것으로 나타났습니다. 결과는 결정 두께가 증가함에 따라 캐리어 농도에 대한 나선형 성장 메커니즘의 영향이 방사형 열 구배의 영향을 능가한다는 것을 나타냅니다. 질소 도핑 농도는 비패싯 영역에서는 상대적으로 균일하지만 패싯 영역에서는 상당히 높습니다. 이는 패싯 영역의 도핑 메커니즘이 후기 성장 단계에서 캐리어 농도와 저항률 분포를 제어한다는 것을 나타냅니다.
온도 변화와 질소 도핑은 어떤 관련이 있나요?
실험 결과에서도 질소 도핑 농도와 온도 구배 사이에 명확한 양의 상관관계가 있는 것으로 나타났습니다. 초기 단계에서는 질소 도핑 농도가 중앙에서 더 높고 패싯 영역에서 더 낮습니다. 결정이 성장함에 따라 패싯 영역의 질소 도핑 농도가 점차 증가하여 결국 중앙의 농도를 초과하여 저항률 차이가 발생합니다. 이 현상은 질소 가스 체적 분율을 제어하여 최적화할 수 있습니다. 수치 시뮬레이션 분석에 따르면 방사형 열 구배가 감소하면 질소 도핑 농도가 더욱 균일해지며 특히 후기 성장 단계에서 분명하게 나타납니다. 실험을 통해 저항률 분포가 균일해지는 경향이 있는 임계 온도 구배(ΔT)가 확인되었습니다.
질소 도핑의 메커니즘은 무엇입니까?
질소 도핑 농도는 온도와 방사형 열 구배뿐만 아니라 C/Si 비율, 질소 가스 체적 비율 및 성장률의 영향을 받습니다. 비패싯 영역에서는 질소 도핑이 주로 온도와 C/Si 비율에 의해 제어되는 반면, 패싯 영역에서는 질소 가스 부피 비율이 더 중요한 역할을 합니다. 이 연구는 패싯 영역에서 질소 가스 부피 분율을 조정함으로써 저항률을 효과적으로 감소시켜 더 높은 캐리어 농도를 달성할 수 있음을 보여주었습니다.

그림 1(a)는 결정의 다양한 성장 단계를 나타내는 선택된 웨이퍼의 위치를 보여줍니다. Wafer No.1은 초기 단계, No.23은 중간 단계, No.44는 후기 단계를 나타냅니다. 연구원들은 이러한 웨이퍼를 분석함으로써 다양한 성장 단계에서 저항률 분포 변화를 비교할 수 있습니다.
그림 1(b), 1© 및 1(d)는 각각 웨이퍼 No.1, No.23 및 No.44의 저항률 분포 맵을 보여줍니다. 여기서 색상 강도는 저항률 수준을 나타내며, 어두운 영역은 낮은 패싯 위치를 나타냅니다. 저항력.
웨이퍼 1번: 성장 면은 작고 웨이퍼 가장자리에 위치하며, 중앙에서 가장자리로 갈수록 저항이 전체적으로 증가합니다.
웨이퍼 No.23: 패싯이 확장되어 웨이퍼 중심에 더 가까워졌습니다. 패싯 영역에서는 저항이 상당히 낮고 패싯이 아닌 영역에서는 저항이 더 높습니다.
웨이퍼 No.44: 패싯은 계속 확장되어 웨이퍼 중심을 향해 이동하며, 패싯 영역의 저항률은 다른 영역보다 현저히 낮습니다.

그림 2(a)는 시간에 따른 결정 직경 방향([1120] 방향)에 따른 성장 면의 폭 변화를 보여줍니다. 패싯은 초기 성장 단계의 좁은 영역에서 후기 단계의 더 넓은 영역으로 확장됩니다.
그림 2(b), 2©, 2(d)는 각각 웨이퍼 No.1, No.23, No.44의 직경 방향에 따른 저항 분포를 보여줍니다.
웨이퍼 1번: 성장 측면의 영향은 최소화되며 저항은 중앙에서 가장자리로 점차 증가합니다.
웨이퍼 No.23: 패싯은 저항률을 크게 낮추는 반면, 패싯이 없는 영역은 더 높은 저항률 수준을 유지합니다.
웨이퍼 No.44: 패싯 영역은 웨이퍼의 나머지 부분보다 저항률이 현저히 낮으며 저항률에 대한 패싯 효과가 더욱 두드러집니다.
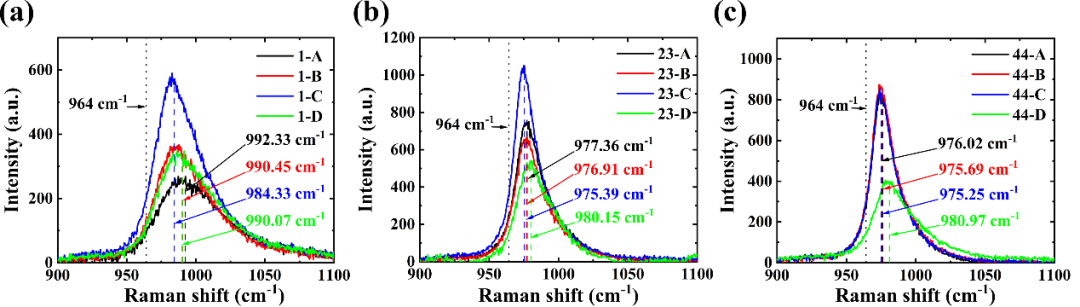
그림 3(a), 3(b) 및 3©은 각각 웨이퍼 No.1, No.23 및 No.44의 서로 다른 위치(A, B, C, D)에서 측정된 LOPC 모드의 라만 이동을 보여줍니다. , 캐리어 농도의 변화를 반영합니다.
웨이퍼 1번: 라만 이동은 중심(A 지점)에서 가장자리(C 지점)로 점차 감소합니다. 이는 중심에서 가장자리로 질소 도핑 농도가 감소함을 나타냅니다. 점 D(패싯 영역)에서는 중요한 라만 이동 변화가 관찰되지 않습니다.
웨이퍼 No.23 및 No.44: 라만 이동은 패싯 영역(점 D)에서 더 높으며 이는 낮은 저항률 측정과 일치하는 더 높은 질소 도핑 농도를 나타냅니다.

그림 4(a)는 웨이퍼의 다양한 반경 위치에서 캐리어 농도와 반경 온도 구배의 변화를 보여줍니다. 이는 캐리어 농도가 중심에서 가장자리로 감소하는 반면, 온도 구배는 초기 성장 단계에서 더 크고 이후에 감소함을 나타냅니다.
그림 4(b)는 온도 구배(ΔT)에 따른 패싯 중심과 웨이퍼 중심 사이의 캐리어 농도 차이의 변화를 보여줍니다. 초기 성장 단계(웨이퍼 No.1)에서는 패싯 중심보다 웨이퍼 중심에서 캐리어 농도가 더 높습니다. 결정이 성장함에 따라 패싯 영역의 질소 도핑 농도는 점차 중앙의 농도를 초과하며 Δn은 음에서 양으로 변경되어 패싯 성장 메커니즘의 지배력이 커짐을 나타냅니다.

그림 5는 시간에 따른 웨이퍼 중심과 패싯 중심의 저항률 변화를 보여줍니다. 결정이 성장함에 따라 웨이퍼 중심의 저항률은 15.5mΩ·cm에서 23.7mΩ·cm로 증가하는 반면, 패싯 중심의 저항률은 처음에는 22.1mΩ·cm로 증가한 다음 19.5mΩ·cm로 감소합니다. 패싯 영역의 저항률 감소는 질소 가스 체적 분율의 변화와 관련이 있으며, 이는 질소 도핑 농도와 저항률 사이에 음의 상관 관계가 있음을 나타냅니다.
결론
연구의 주요 결론은 방사형 열 구배와 결정면 성장이 4H-SiC 결정의 저항률 분포에 큰 영향을 미친다는 것입니다.
결정 성장의 초기 단계에서 방사형 열 구배는 캐리어 농도 분포를 결정하며, 결정 중심에서는 저항률이 낮고 가장자리에서는 저항률이 높습니다.
결정이 성장함에 따라 패싯 영역에서 질소 도핑 농도가 증가하여 저항률이 낮아지고 패싯 영역과 결정 중심 간의 저항률 차이가 더욱 분명해집니다.
임계 온도 구배가 확인되어 저항률 분포 제어가 방사형 열 구배에서 패싯 성장 메커니즘으로 전환되었음을 나타냅니다.**
원본 출처: Xie, X., Kong, Y., Xu, L., Yang, D., & Pi, X. (2024). n형 4H-SiC 결정의 전기 저항률 분포. 결정 성장 저널. https://doi.org/10.1016/j.jcrysgro.2024.127892
이전의:결정 성장로 시스템이란?



